一. 系统需求
1、检测产品整个表面(包括上下表面和四周边)。不良品图像通过人眼清晰观察到并保存。
2、要求检测的项目包括:1)上下表面以及四周边划伤;2)抽孔不良(凸起高度是否达标);3)表面是否生锈;4)孔内有无螺纹;5)内孔是否有缺口,尺寸不良检测。
3、检测速度: 70mm*50mm工件,检测整块的时间不超过800ms
二. 检测功能实现
1、划伤检测
金属划伤检测是机器视觉检测的一大难题。金属划伤有深有浅,有的划伤只有0.1mm宽甚至更细,这相对于一个70mm*50mm的金属表面来说十分细微,要短时间内分析并进行辨认很困难。
图1:划伤:

图2:划伤检测界面
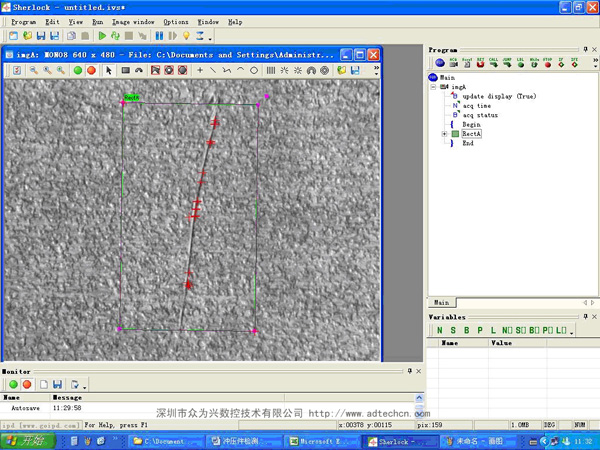
此时可以检测出划伤,但实际操作起来比较困难,因为在这种情况下的FOV(视野)只有20mm*15mm的区域,只占整个工件的十分之一。
2、 抽孔不良检测
图3;抽孔不良品检测图片
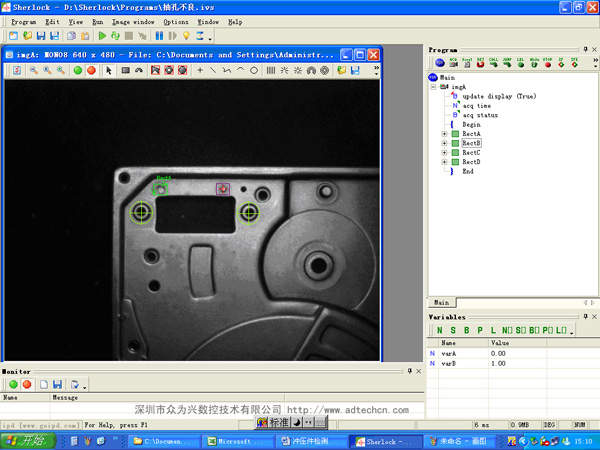
此时sherlock软件通过对两个定位点对工件准确定位,分析抽孔部位的灰度值和连通性。varA表示左边区域的连通性,varB表示右边区域的连通性。从检测图中可以看出抽孔不良连通性为0,抽孔正常连通性为1。
3、表面生锈检测
图4;表面生锈检测图片
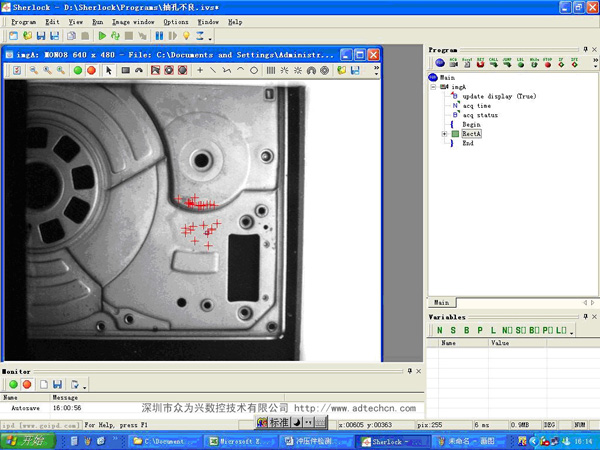
此时能检测出工件相对平整的生锈部分。由于生锈时呈现是黑色,与孔的颜色很接近,这样对孔附近的锈迹就很难辨认,有时会出现把孔附近的阴影当成生锈处理。
4、 孔内有无螺纹检测
这项检测要求相机和工件成一定的斜角,因为螺纹在孔里面,水平放置时无法辨认,可以将工件或相机调整到倾斜状态
图5:孔内有螺纹检测界面
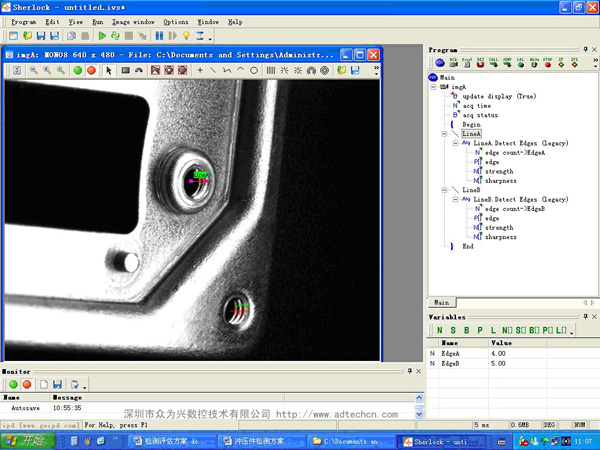
利用螺纹反光的特点,我们可以检测孔内螺纹的有无。EgeA对应上面的孔内黑白相间螺纹,EdgeB对应下面的孔内黑白相间螺纹,检测到孔内黑白相间的边缘数EgeA和EdgeB分别为4和5,即孔内存在螺纹。
图6:孔内无螺纹检测界面
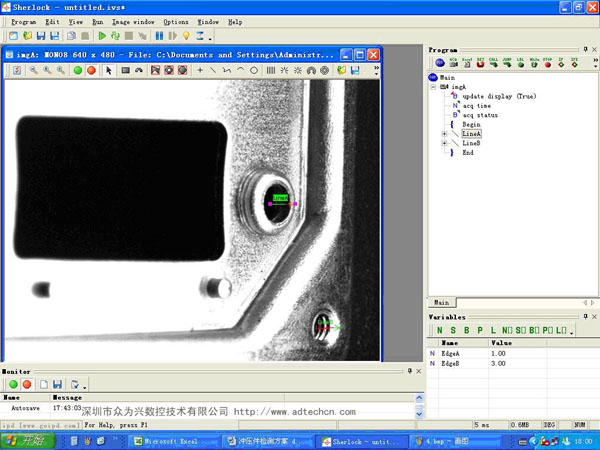
此时上面的孔黑白相间边缘数EdgeA仅为1,不存在螺纹(若有螺纹则黑白相间的条纹数Edge不小于2);右下方的孔对应的黑白相间条纹数EdgeB为3,存在螺纹。
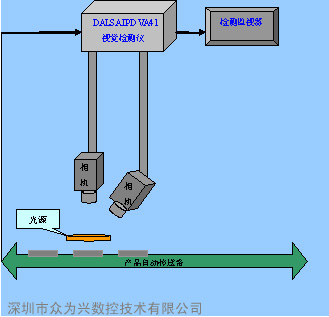
三. 评估硬件组成
我们选用加拿大DALSA Coreco公司IPD的 VA41高性能视觉检测仪,它检测速度快,非常适合大生产量的产品在线检测。
视觉处理器:VA41 支持多达6个面扫描相机, 60f/s 或更高, 支持彩色, 25倍高速, Ethernet, RS232, USB, VGA, 多种工业PLC,10路可配式输入,8路可配式输出,良品、不良品输出信号报警

相机:JAI-CVA 130万像素
镜头: COMPUTAR MLM-3XMP 变焦和COMPUTAR 8mm
光源:红色同轴光
光源电源:同轴光配套电源
注:一套系统配2个相机、2个镜头、2个光源及2个光源电源
四. 软件模块
软件模块采用了DALSA Coreco公司IPD的Sherlock智能视觉处理软件。我们还可以通过编写VB用户界面提供简捷、个性化的操作界面,方便操作员操作。通过个性化的界面对检测进行控制和监视,如图:

图7:用户界面示例

上面编写的用户界面只是示例,实际操作界面可以根据客户的需求做出相应的调整和优化。
五. 多相机同时在线检测系统示意图