摘要:介绍贝加莱可编程计算机控制器PCC 的硬件及开发编译环境AS 软件的特点;分析B&R PCC 应用在大型注塑机控制系统的一些关键问题和系统软硬件特性;提出了注塑机控制系统开发的新思路。
关键词:注塑机 控制 贝加莱可编程计算机控制器 C 语言 硬件 软件
目前国内大型注塑机大部分采用PLC 或者基于单片机芯片的控制系统。虽然上述2 种方法可以完成注塑机的正常运行,但是该种控制系统存在以下不足:控制精度不高,开发周期长,保养维修升级困难。另外,注塑机正朝着高速、高效、低能耗和高自动化的方向发展,这就要求注塑机具有完善的自动化控制与调节系统,以确保对注射成型过程的工艺参数实行高重复度、高灵敏度的可靠性。运用B&R PCC 对意大利一品牌20 世纪80 年代后期产1 350t 大型注塑机的控制系统进行升级改造,取得良好效果,并具备了常规注塑机控制系统难以实现的功能。
1 注塑机控制硬件系统组成
控制系统硬件由上、下位机组成。上位机包括工控机、面板及键盘;下位机包括PCC 控制器及扩展模块。上位机采用带486DX2CPU 的IPC2001 安装了B&R Automation Runime V2.60操作系统,26.4cm (10.4 时)TFT 真彩屏,中英文操作界面,面板附带注塑机专用30 键小键盘;下位机采用高性能可编程计算机控制器B&R PCC 一2003 系列CP476 ,该PCC 除了带CPU 外还带有独立的TPU , 用于处理高速输人/输出(I/O)信号,扩展模块DM465,DO435 ,旋人式模块位移采集AI294 、压力采集AI351、温度采集AT664 和高速计数模块AIl38 。上、下位机之间的通讯采用CAN 总线或者RS232 总线。该控制系统在人机界面上可对全线集中监控,必要时可以外接moderm 实现远程监控;具备I / 0 口、加热和压力状态显示;自动故障报警与随机帮助功能。
系统硬件组成框图如图1 。
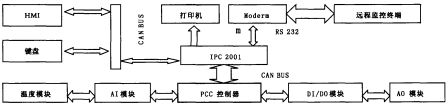
图1 系统硬件组成框图
系统硬件结构紧凑,无论是旋人式还是扩展模块都采用标准尺寸,利于控制柜设计和安装。系统抗干扰性好,输人/输出模块均带有光偶隔离。输入模块可以将输入的电流信号(0~20mA)和电压信号( 0~l0V )直接转换为0~32767 数字量信号。DO 模块电流可以达到2A ,由于该执行机构电磁阀驱动电流高于2.5A ,所以DO 信号通过扩流驱动板放大驱动执行机构电磁阀。
PCC CP476 内带TPU ,实现高速信号I / ( ) ,能有效实现射胶7 段压力和速度快速切换控制。为了激活TPU ,在系统软件设计时需要初始化和设置LTX ( )函数给TPU 分配通道。
2 软件控制系统
2.1 B&R AS 开发环境
Windows 下编程环境Automaton Studio 支持标准C 、Basic 、梯形图、指令表、顺序结构图等6 种标准的开发语言。根据需要可以在同一个项目中采用多种语言进行编程。同时,编程环境中除了包含丰富的常规函数库和功能块外,还包括注塑机专用函数库plastliba ,利用该函数库可以实现下文所述系统特性。
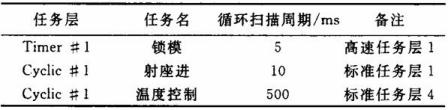
B&R 的PCC 控制器采用分时多任务操作系统,具备大型计算机的分析能力。从注塑机控制要求出发,将锁模、温控等过程对实时要求不同的任务设置在循环时间不同的任务等级中(如表1)。
表1 任务设置
2.2 系统软件组织结构
控制系统软件由下位机系统、上位机系统和界面三部分组成,软件采用C 语言编写。注塑工艺流程(见图2)中熔胶和开模同时进行,因此软件结构上包含顺序结构和并行结构。程序中插入挂起和唤醒功能函数,实现程序的顺序和并行动作。组织结构采用金字塔形由上至下4 个层次(见图3) ,将流程图各过程任务定义为执行层并分布在不同标准任务层。按功能分为通讯、互锁操作、数据操作、温控、报警等。功能上除了可以满足常规顺序动作、多路并行动作之外,还可以实现普通控制系统难以达到的几个特性,可以显著提高注塑机性能,更好地保护液压系统。
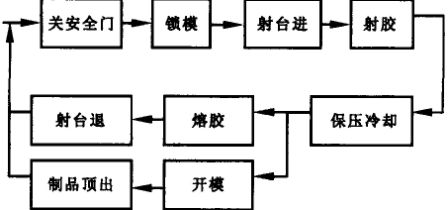
图2 注塑工艺流程
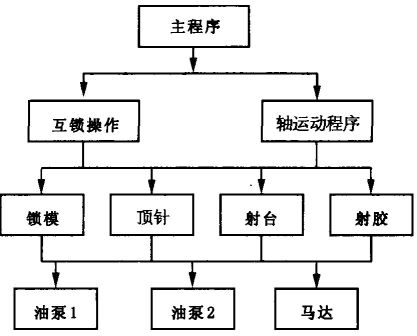
图3 主程序功能框图
上位机程序组织结构和下位机相同,功能上分为通讯,数据保存和读写,曲线的绘制,参数输人和输出等。上、下位通讯以上位机为主动,下位机为被动,上位机定时读写下位机的相应变量值。上位机界面设计可以在AS 下快速方便实现。
2.3 系统脱机模拟调试
为了实现脱机调试,在程序中添加模拟程序,主要是针对注塑工艺流程各动作的位移和行程开关闭合状态的模拟。从而在脱机状态就几乎可以仿真注塑机动作,大大方便控制系统的调试,是一般注塑机控制系统开发不具有的。
3 系统功能特点
3.1 运动控制特性
如何实现大型注塑机液压系统的平顺运行和保护是控制系统的关键问题。本系统从软件设计
上充分优化液压系统的控制,实现低过冲、高精度。
活塞运动加减速段采用RAMP( )函数斜坡化控制或者用RAMP _ Ql( )函数实现二次曲线
控制,每次运动减速位置点实时计算和补偿,如油缸活塞行程末端缓冲减速采用RAMP _ Ql( )函数实现二次曲线处理。液压系统电磁阀开闭进行延时补偿,在人机面板上可以设定延时时长。
3.2 机铰机构线性化
该注塑机的合模机构机铰结构为5 点肘杆式,动模板行程长达2m 。动模板运动状态的测量是通过测量合模油缸的活塞杆来获取,从而大大提高测量的精度和可靠性。
将机铰结构参数输人到B&R togclac 软件计算出活塞与动模板移动位置一一对应的关系,数据保存并导入到工程生成数据模块,再使用DA _ read( ) 函数可以从数据模块中读取活塞和动模板位置的关系。
3.3 温度控制系统特性
采用B&R 智能温度PIDxh 和PIDXHOPT 功能块可以计算出PID 参数,使温度控制精确到士1 ℃ 。PIDXHOPT 功能块可以优化加热程序。
3.4 熔胶背压闭环优化控制
该系统熔胶背压采用闭环控制。背压反馈值经DI351 模块输人到CP476 的TPU 处理,比较设定值后再经过PIDX( )函数优化。
3.5 过程参数监控
系统具备丰富的曲线辅助监控和分析功能。面板可以显示开合模等阶段的速度、压力、位置等曲线,还可以根据需要对各段温控区和压力进行实时曲线监控,还可以选择射胶、螺杆转动、开锁模和注射等单元的加工过程进行速度/时间、压力/时间、速度/位置和压力/位置的过程
监控。
3.6 系统通用扩展性
系统采用C 语言编写,结构完整清晰。软件设计大量采用结构变量体系,采用结构变量描述各个部件的状态和动作过程等。如顶出动作结构变量包括了进和退过程的顶出行程,顶出各行程阶段的速度和压力;顶出动作延时、报警标志等变量。
该系统软件通用性强,可以适合同系列不同吨位的注塑机。在日常维护更换零部件时,只需要在面板稍加修改参数而不需要繁琐的调试,如更换顶出油路电磁换向阀时,倏改方向阀打开延时和关断延时时长即可。
3.7 人机界面友好
人机界面图文并茂,可以方便设置各结构变量参数,如液压电磁阀的开启闭合延时;还可以
设定动作的各方面参数,包括并行动作、抽芯组合和速度压力设置。
4 总结
采用贝加莱智能控制系统升级液压机械式大型注塑机获得成功,机器的整体性能超过了原有的PLC 外加温控表的早期控制系统。不断提高注塑机整体性能是永不停止的趋势,在较少的硬件投入的基础上获得较多的产品附加值是产品竞争的关键。采用具有稳定品质的贝加莱智能控制系统,开发传统液压机械式注塑机的控制系统,一方面可以缩短开发周期和减少相应的成本,另一方面可以提升注塑机的品质和档次,从而可以说是为国内注塑机提升产品品质国际竞争力开辟了一条新的道路。
参考文献
1 刘跃军,瞿金平,刘顶文.现代注塑机控制技术的现状和展望.现代机械.
2 胡家芬,王强,汪永斌.PLC在注塑机改造中的应用.宁波大学学报(理工版).
3 赵先仲.ZS160 注塑机的单片计算机控制.航天工艺,1999 .
4 齐蓉.可编程计算机控制高级技术.西安:西北工业大学出版社,2000 .
5 北京化工大学,华南理工大学.塑料机械设计.北京:轻工业出版社,1995.
作者:瞿金平 苏小波 文生平 晋 刚 彭子力(华南理工大学聚合物新型成型装备国家工程研究中心,广州,510640)
作者简介:瞿金平,男,博导,教授。华南理工大学聚合物新型成型装备国家工程研究中心主任,目前主要从事聚合物成型理论及装备的研究,先后主持20 多项国家级科研课题,已发表论文70 多篇。
