大连安迪数控技术有限公司是由留日海归博士和国内自动化学者共同投资组建的高新技术企业。公司位于大连市高新园区海外学子创业园。是一家专门从事于交流永磁同步伺服系统和交流异步伺服系统的研发、制造、销售和服务为一体的自动化控制企业,公司可为客户提供完美的解决方案。
大连安迪数控技术有限公司生产的ADSD-AS系列交流异步伺服驱动系统是基于DSP+ IPM的硬件平台;具有高速度频率响应;具有高精度的位置控制;具有完善的保护功能;具有高过载能力等特点。
开平机又称:【横剪线】【开平横剪机】用于将金属卷板经过开卷、校平、定尺、剪切成所需长度的平整板料并堆垛。适用于加工冷轧和热轧碳钢、硅钢、马口铁、不锈钢及表面涂镀后的各类金属材料。
开平机是通过开卷、引料、纵剪及码垛的方式,将卷板加工成所需要的定长尺寸的自动化加工设备,中间配合上料小车、导向装置、油压式活套等轴柱设备。传统开平机使用变频器控制加工板材的定长,往往是在位置到达前让电机减速停车,这样易造成定位不准,板材加工精度不高等问题,而且加工效率由于变频器加减速时间长而导致效率较低。采用大连安迪数控的ADSD-AS系列交流异步伺服驱动器和电机,再配合PLC和触摸屏集中控制,具有自动化程度高、生产效率高、加工精度高三大特点,卷材一次上料可实现各工序的顺利完成,有效的减轻了工人的劳动强度提高效率、具有很高的性价比。
开平机工作流程:上料小车开动上料卷---开卷机涨紧料卷----料头开卷器将卷料的料头引入引料机----校平机进行精校平---油压式活套过渡料头和尾料以及匹配校平机和数控送料机的速度----导向机构-----数控送料机进行伺服送料----剪板机横向剪切----皮带输送----码垛----液压系统----电控系统。
开平机的组成:生产线主要由上料小车、开卷机、校平机、送料机构、剪板机、输送装置、堆垛装置等组成。

本台开平机设备加工板材厚度为0.3mm-3mm,选用的是安迪ADSD-AS33-15K异步驱动器和ADSM-ASD-11307BD35G电机,该电机基频为25HZ,额定转速为750RPM,具有低频大扭矩特点,同时电机最高转速可以达到4000RPM,这样既可以满足开平机启动转矩大,又满足生产效率高的特点,并且电机带有抱闸装置,这样在电机停止时保证辊轮不动,确保板材不动来保证加工精度。
PLC和触摸屏选用的是台达的PLC和触摸屏,PLC发送脉冲+方向信号来作为位置指令,脉冲信号发送的最高频率为200KHZ。触摸屏设置了板材的定位长度、加工数量、伺服转速、自动启动停止开关和参数设置按钮;在参数设置中有辊径设置、齿轮比设置、伺服自动运行速度设置、手动运行速度设置、速度最高上限以及自动控制时增速的幅度。方便操作者操作,达到集中自动控制。
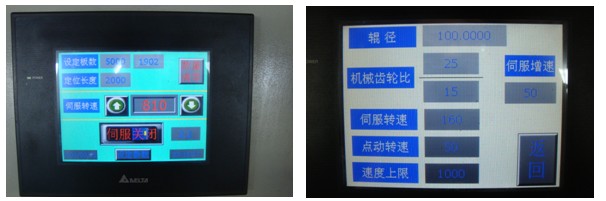
当板长设置成2m,辊径为100mm,齿轮比为25:15,则PLC每次发的脉冲数位2*25*10000/(0.1*3.14159*15)=106103个,电机编码器为2500线。速度设置为750RPM时,则加工约为70张/分钟,而传统加工数量仅为30多张,很明显伺服开平机是传统开平机效率的2倍还要多,因为伺服速度依据PLC的脉冲频率(台达DVP-SV系列)最高可以设为1200RPM,对应的加工数约为110张。
安迪异步伺服驱动器针对客户应用要求,设置了8个输入信号、5个输出信号,输入脉冲和方向信号,还有外部的模拟量转矩信号、报警信号等,根据现场情况还加装了脉冲隔离板,更好地确保接收脉冲的准确度。具体I/O信号如下:
输入端口定义:
DI1: 使能
DI2: 剩余脉冲清除
DI3: 正转极限限制
DI4: 反转极限限制
DI5: 内部转矩TC0
DI6: 内部转矩TC1
DI7: 报警复位
DI8: 紧急停车
输出端口定义:
DO1: 使能准备信号
DO2: 零速信号
DO3: 原点到达信号
DO4: 位置到达信号
DO5: 报警输出信号
其中:
回原点方式有6种,可以根据客户不同现场要求,进行选择。分别是:正转极限开关作为原点、反转极限开关作为原点、正转外部原点开关作为原点、反转外部原点开关作为原点、直接寻找Z脉冲作为原点和反转直接寻找Z脉冲作为原点。
转矩控制也可以通过外部模拟量信号或内部DI5和DI6信号的选择来满足客户对不同转矩的要求。
位置到达信号主要是确保PLC得到伺服位置到达信号后再发送下一组脉冲,避免脉冲没执行完就持续发送,造成脉冲累加而定位不准。
DI2是剩余脉冲清除信号,当出现急停、超程现象时,可以通过此信号清除没有执行完的脉冲信号。
故障报警信号提供伺服报警输出,避免一旦伺服出现故障,而其他设备仍旧工作,造成板材和设备的损坏。
另外为满足设备的快速启停的要求,伺服驱动器要加装外部制动电阻,如不加装制动电阻易出现过压报警。
通过使用安迪异步伺服,使设备响应速度快,定位准确,过载能力可以达到额定转矩的3倍,满足加工不同板材的负载要求。
总结:
该开平机采用伺服控制,具有节能效果好;控制精度高;生产效率高等特点,具有更优良的性价比,为企业创造更多的效益。
