摘要:提出了一种基于PROFIBUS 现场总线技术的控制系统,并详细介绍了PROFIBUS 现场总线技术在纸机传动系统中的应用,包括系统配置、系统功能、控制站结构、中文操作显示站的组态等。现场总线由于具有数据传输速率高、可靠性强、接线简单、易于维护等特点,有效地解决了传统的DCS 控制系统存在的问题。应用结果表明,本控制系统具有投资成本相对较低、工程期短、控制精度高、运行稳定可靠等特点,能够满足高速纸机的同步控制要求。
关键词:现场总线;PROFIBUS ;造纸;传动;变频器
技术:PROFIBUS 现场总线
随着造纸企业生产规模的扩大和工业自动控制水平的提高,越来越多的自动化设备如传感器、调节器、发送器、驱动器及可编程控制器等被应用到造纸工业控制现场。相应地,串行现场总线也用来在这些设备间进行通信。因此,通信和数据流高速传输的实现就成为完成电气传动和控制的一个必不可少的部分。目前,现场总线存在着各种各样的网络标准,这些网络大多是严格保密且互不兼容,其中PROFIBUS 标准是一种开放的、不依赖生产厂家的通信系统标准,所以PROFIBUS 在各种工业控制现场得到了越来越广泛地应用。尤其是在造纸行业,PROFIBUS 得到了大力推广。本文针对PROFIBUS 在长网多缸纸机传动控制系统中的应用进行了详细的介绍。
PROFIBUS 现场总线技术是由德国Siemens等13 家公司和5 家研究所联合制定的标准化规范,并于1999 年成为国际标准IEC61158 的组成部分。PROFIBUS 包括3 个同一类、可互相兼容的变种,即PROFIBUS-FMS 、DP 、PA 以适应不同领域的要求。PROFIBUS-FMS(现场总线技术信息规范)的设计旨在解决车间监控级通信任务,提供大量的通信服务;PROFIBUS-DP (分散型外围设备)用于现场层高速数据传送;PROFIBUS-PA (过程自动化)适用于过程自动化。PROFIBUS 能够提供制造业、楼宇自动化和过程自动化各领域统一解决方案的系统,现已在汽车工业、机械制造业、食品工业、运输业、环保工程等多领域获得了应用。
1 造纸机传动控制系统
1.l 造纸机传动控制系统的构成
造纸机传动控制是一个控制点多、结构非常复杂的系统,其系统的工作过程概略如图1 所示。以1760 / 350 长网多缸造纸机为例,整个纸机传动部分分为主传动和辅助传动两部分:主传动部分共分16 个传动点,总传动功率为368 kw ,主要控制饰面辊、真空伏辊、驱网辊、导网辊、真空反压辊、光压辊、烘缸和卷纸机等;辅助传动部分合计功率42 kw ,主要控制匀浆辊、唇板、损纸搅拌器、张紧器、冲水管、输油泵、刮刀和副臂等。传动系统的数据通路主要有2 个:其一是操作屏和PLC 走PROFIBUS-DP 或FMS 通路;其二是PLC 通过CBP 板卡和变频器走RS485 PROFIBUS-DP 协议通路。为达到控制目的,整台纸机共配有4 台操作台:操作台OP-﹟l 控制流浆箱及上浆系统有关气动、电动设备;OP-﹟2控制有关网部、吸移、反压、二压及工艺系统有关气动、电动设备;OP-﹟3 控制有关光压、部分烘干部及工艺系统有关气动、电动设备;OP-﹟4控制部分烘干部、卷纸机、稀油站油泵及工艺系统有关气动、电动设备。每套操作台配备1 套ET2OOM , 作为远程I/0 使用;并且装有PROFIBUS-DP 接口的阀岛和单机起停及紧急停车按钮。其系统控制结构如图2 所示。
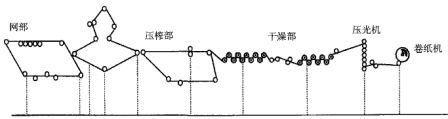
图1 造纸机概略示意图
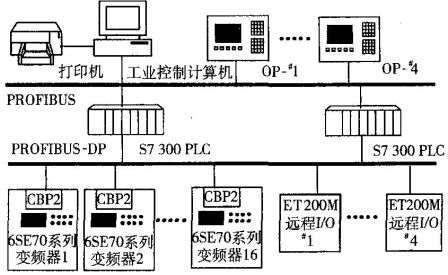
图2 控制系统结构
本系统采用功能强大、软件功能丰富的S7-300 型PLC CPU315 系统作为控制核心,软件采用STEP7 Version 5.0 ;变频器采用Siemens 的6SE7O 系列完整矢量控制高精度变频调速装置,其完善的控制性能特别适合纸机系统,如速度链给定、分布的速度控制,张力控制及两者的切换,多种自由功能模块和工艺模板的组合特别适用纸机的工艺要求;本系统采用了T40O 模块,它提供了多种工艺控制功能,如卷曲、张力、同步、定位、多电机等;并采用CBP2 板卡插在变频器中,用于PROFIBUS-DP 的通信;上位监控计算机采用西门子的PⅢ450 加54cm 彩显;组态软件采用WIN CC5.O 。通过OPIS 操作屏和PLC , PC 可对多台装置进行参数重复设定以提高调整进度。
1.2 传动控制系统的控制要求
造纸机生产过程是由网部、压榨部、干燥部、压光部、卷纸部等连续且复杂的过程组成,具体表现在以下几个方面:① 多变量、多参数系统,影响传动系统的因素很多,例如张力、速度、电流、电压、负载等;② 交流电动机的非线性;③ 负载的不确定性;④ 多电机间性能的不匹配;⑤ 多电机之间存在耦合。因此,造纸机的传动控制要求满足:① 实现速度链控制。依据纸机传动系统的工艺特点,采用了调节变比的控制方法实现速度链功能。操作屏上设有功能键,通过通讯可直接修改PLC 内的数据区,改变响应传动点的速度设定值。② 实现负荷分配控制。网部真空伏辊、驱动辊、第一导网辊和光压上、下辊这两组之间要求速度同步的同时要求负载均衡,否则会影响正常抄纸。当负荷不能均匀分布时,有可能撕坏毛布或造成断纸,所以在这2 个传动组合中的各自传动点之间实施负荷分配自动控制功能。PLC 通过PROFIBUS 现场总线得到电机电流信号,以先进的调节算法调节变频器的输出,使各电机转矩电流和额定电流比值相等,这样完成负荷分配的自动控制。③ 实现张力控制。根据纸机工艺要求,在多组烘缸与卷纸机之间加张力传感器,张力传感器将张力信号通过A/D 转换模块送人PLC,在操作台上的操作屏上进行张力设定,PLC根据张力设定值和张力传感器的反馈值对卷纸机进行调节,保持张力恒定准确。PLC 内采用积分分离的PID 控制算法,并带有速度限幅,仿止断纸时出现张力飞车现象。
2 PROFIBUS 网络结构及传输技术
2.1 PROFIBUS 协议结构
PROFIBUS 通信协议结构的基础是ISO/OSI 的7 层网络参考模型,其结构如图3 所示。
■ DIN19245第四部分 ■ EN50 170 ■PROFIBUS准则
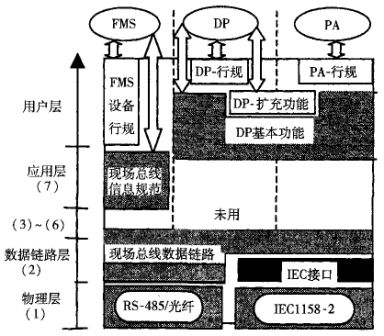
图3 PROFIBUS协议的结构
PROFIBUS-FMS 第l 、第2 和第7 层均加以定义,其中第3~第6 层未加以描述,其功能在底层接口(Lower Layer Interface)完成,LLI 是第7 层中的一部分,FMS(Field Message Specification 现场总线报文规范)包含了应用层协议并提供了多种强有力的通信服务及用户接口。
PROFIBUS-DP 使用第l 层、第2 层和用户接口,以直接数据链路映像(Direct Data Link Mapper)提供易于进入第2 层的用户接口。该用户接口规定了可以调用的应用功能并详细说明了各种不同PROFIBUS-DP 设备的设备行为,还提供了传输用的RS485 传输技术或光纤。
PROFIBUS-PA 采用扩展的"PROFIBUS-DP"协议进行数据传输。这种传输技术可确保其本质安全性并使现场设备通过总线供电。
2.2 PROFIBUS 传输技术
PROFIBUS 提供以下3 种类型的传输技术:FMS 和DP 的RS485 传输;PA 的IECll58~2 传输;光纤( FO)。RS485 采用屏蔽双绞线,操作容易,设备简单、价格便宜,而且能够满足高速传输的要求,故应用较广,成为PROFIBUS 最常用的一种传输技术。RS-485 总线结构允许增加或减少站点,传输速度可选用9.6 kbps~12 Mbps 。PA 的IECll58-2 传输技术可保持其本质安全性并使现场设备通过总线供电,所以这种传输技术能满足化工和石化工业的要求并在这些领域得到广泛使用。另外,IECll58-2 信号可通过耦合器与RS-485 信号相适配,这样PROFIBUS-PA 设备能很方便地集成到PROFIBUS-DP 网络。光纤传输技术主要用于电磁干扰很大的环境中,它可以增加高速传输的最大距离,但光纤传输造价较高。
3 上位操作监控管理系统
上位监控计算机采用西门子公司的PⅢ450 加54cm 彩显,打印机,软件平台为随机所带的原版Windows NT Workstation 软件,工控组态软件为德国西门子公司的工业控制组态软件WinCC ,即"WINDOWS CONTROL CENTER"(窗口控制中心)--为在标准PC 和WINDOWS NT 环境下实现集成化全32 位的HMI (人机界面)的功能。WinCC5.0 具有的特点:① 全集成自动化,使STEP7 编程环境更贴近于WinCC 的组态环境;② 组态更加高效,易于操作,最大地减少组态时间,是成功的HMI/SCADA 软件的一个主要标准,SIMATIC WinCC 一直遵循这个标准;③ WinCC 是按照客户机/服务器系统设计的,最多支持16 个客户机;④ WinCCWeb 浏览器功能允许通过国际互联网Internet或企业内部网Internet 对工厂设备进行监视甚至操作;⑤ WinCC5.5 对Messenger&Guardian (信使和看护者)可选功能进行了升级,主要的新功能是通过网络的摄像监视,且在看护者计算机上支持多摄像机监视;⑥ 开放式结构,易学易用,支持全序列的SIMATIC PLC ;⑦ 集成的SQL 数据有利于数据的存取和交流,并且支持0LE2.0 及OCX 控件。上位监控计算机的生产数据存人SQL 数据库。
上位监控计算机主要功能有:① 全景监控,整个纸机各部分运转情况的监控画面,包括各种重要参数如定量、水分、电压、电流、压力、张力、车速、浆浓度等的显示,而且上位机可设定所有重要参数值;② 实时曲线,包括浆曲线、汽包曲线、烘缸曲线,车速曲线、张力曲线等,具体操作以浆曲线为例,点击"浆曲线"按钮,可以显示浓度设定值、实时值,以及浆流量阀开度的实时曲线,该曲线显示最近15min 内的浆浓度实时值和阀门开度实时值;报警处理,主要监控某些影响生产质量和威胁生产安全的重要参数和事件,如纸机车速、断纸、堆纸、烘缸压力、汽包压力等;③ 自动报表,电脑根据实际生产情况自动生成各种报表,包括日产量报表、月报表,浆的日、月使用量统计表,报警累计表,各种材料消耗表等。上位机存储这些报表,并且每隔一段时间自动产生打印要求,提醒用户打印。这些数据可以通过局域网上传给公司的管理决策层;实施全公司的网络化监控管理。另外上位机可远程唤醒和管理,实现生产的异地管理和监控。
4 控制核心PLC S7 300
4.1 PLC 的控制功能
西门子S7 315-2 PLC 作为PROFIBUS-DP 网络主站,通过扩展通讯板CP340 连接16 台变频器,组成PROFIBUS-DP 网络,完成各传动点的速度控制、张力控制、负荷分配控制以及工作运行状态监视等功能。该PLC 内置MPI 和DP 通讯接口,MPI 口和其他带有RS485 接口的设备可构成MPI 网,而DP 接口可以使PLC 直接上PROFIBUS 网。辅助控制PLC 用于速度链控制信号的采集、张力控制信号的采集、光电断纸检测、卷纸机自动换卷控制、光压上下辊顺序控制以及各传动点的单动/联动控制等。PLC 通过PROFIBUS-DP 网络将现场采集到的数据传给操作屏,然后通过控制决策将控制信号由操作屏送回,实现对现场的控制。PLC 通过扫描方式检测现场操作台各分部传动点的按钮、开关等信号,并根据操作信号的要求执行相应的加速/减速、速度微增/ 微减、紧纸/松纸、单动/联动、爬行/运行、启动/停止等相关操作控制和联锁、顺序控制。
4.2 变频器与PLC 的通讯
6SE70 系列变频器若想与PLC 通过PROFIBUS-DP 现场总线进行通讯,则必须在变频器
中内插CBP2板卡。变频器通过CBP2板卡上的9 针SUB-D 型插接器可以很方便地连接到
PROFIBUS-DP 系统中去。
PKW--参数识别值 PZD--过程数据 IND--标号
PWK--参数值 PKE--参数识别
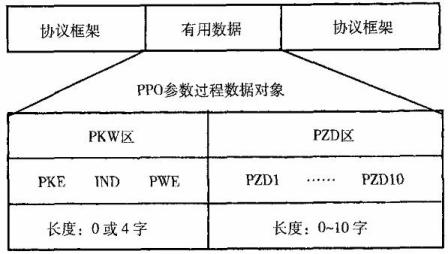
图4 PROFIBUS 一DP 数据报文结构
CBP2 通讯板还支持PROFIBUS-DP 更多的功能,例如:周期性电报的灵活配置,在传动装置之间直接通讯,操作屏SIMATIC OP 作为PROFIBUS-DP 主站等。PROFIBUS-DP 通讯协议的报文结构如图4 所示。BP2 与CBP 完全兼容并已取代CBP 。CBP2 总共有5 个PPO(参数过程数据对象)它们又被划分为1 个PKW 区(参数识别值区,最多4 个字)和1 个PZD 区(过程数据区,最多10 个字)。PKW 区允许参数值的读写及参数描述的读出,如最大频率、基本频率、加减速时间等。PLC 通过这种方式可监控和改变变频器的参数。PZD 区包含了从PLC 到变频器的信号,如过程控制所需的控制字和设定值等;或从变频器到PLC 的状态字和实际值,如电流反馈值、速度反馈值等。并且,除5 个PPO 之外,CBP2 还可使用最多达16 个过程数据字的本身有用数据结构。CBP2 通讯板卡可以用外接的24V 电源供电,这样可以保证当电源从变频器上撤除后,总仍然是激活的。
5 注意事项
在实际施工过程中,采用了隔离和屏蔽措施,成功解决了PROFIBUS-DP 通讯不畅的问题。所以在PROFIBUS-DP 电缆施工过程中,要注意远离强电区,以避免强电的电磁干扰。
6 结语
本传动控制系统已经投人运行,运行状况良好,达到了预期的控制要求。系统由于使用了PROFIBUS-DP 网络,接线十分简单,系统结构得到了简化,便于维护,节省了安装费用,大大减少了维护开销;而且PROFIBUS-DP 网络的使用使得系统的准确性和可靠性得到了极大提高,用户还具有高度的系统集成主动权。该系统投资成本相对较低,工程期短,见效快,由于精确控制使长网多缸造纸机的工作车速上升到一个新的台阶,降低了故障率的发生,保证了纸机连续运转,取得了良好的经济效益。
参考文献:
[1] 阳宪惠.现场总线技术及其应用.北京:清华大学出版社,1999
[2] 阎士杰.基于Profibus-DP 的变频器控制系统.基础自动化,1999 (6) : 48
[3] 杨煜文.PROFIBUS 现场总线技术在卷烟厂配料中心的应用.烟草科技,200l (7) : 11
[4] SIMATIC STEP7 V5.l Configuring Hardware and Communication Connections Manual 2001
[5] Siemens SIMOVERT MASTERDRIVES 6SE70 Manual.2001
作者:张承慧 汪 明 程 金
(山东大学控制科学与工程学院,山东济南,250061 )